20+年行業經驗精密機械加工廠家

咨詢熱線18955307048
20+年行業經驗精密機械加工廠家
咨詢熱線18955307048
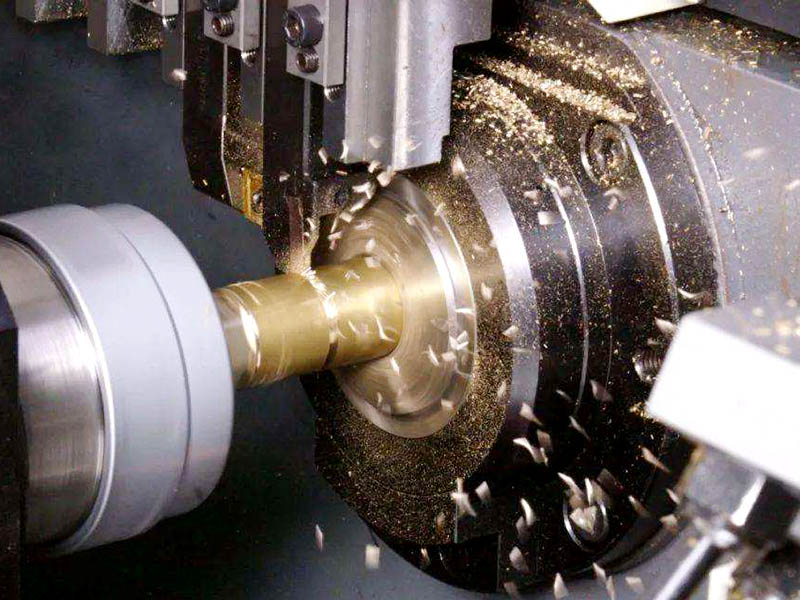
數控車床加工
2024-04-25發布者:超級管理員
精基準和粗基準是機械加工中定位基準的兩種類型,它們在加工工藝中扮演著不同的角色。
首先,粗基準是在最初的加工工序中使用的,通常以未加工的毛坯面作為定位基準。它的主要目的是保證各個表面都有足夠的加工余量,并確保加工表面與不加工表面之間有合適的相互位置。選擇粗基準時,應遵循以下原則:
如果必須首先保證工件上加工表面與不加工表面之間的位置要求,則應以不加工表面為粗基準。
如果工件必須首先保證某重要表面的加工余量均勻,則應選擇該表面為粗基準。
應選擇毛坯上加工余量最小的表面為粗基準,以確保各加工表面都得到足夠的加工余量。
粗基準的表面應盡可能平整和光潔,不能有飛邊、毛刺等缺陷,以便定位準確、可靠。
粗基準應避免重復使用,因為其表面精度較低,不能保證工件在兩次安裝中保持同樣的位置。
其次,精基準則是在后續工序中使用的,它采用已加工過的表面作為定位基準。精基準的選擇直接影響著零件各表面的相互位置精度,因此在選擇時需要考慮以下幾點:
精基準的選擇應保證工件的加工精度和裝夾方便、可靠。
基準統一原則,即各工序所用的基準盡可能相同,以減少因變換基準而引起的裝夾誤差。
互為基準原則,當兩個表面的相互位置精度及其自身的尺寸與形狀精度都要求很高時,可采用這兩個表面互為基準,進行反復多次加工。
自為基準原則,某些要求加工余量小而均勻的精加工工序,可選擇加工表面自身作為定位基準。
綜上所述,粗基準主要用于初步加工階段,以確保后續加工的準確性和均勻性;而精基準則用于精加工階段,以保證最終產品達到高精度的要求。在實際操作中,合理選擇和使用這兩種基準對于保證加工質量和效率至關重要
推薦新聞
熱門TAG
友情鏈接:









 當前位置:
當前位置: